
 sales@dropforging.net
sales@dropforging.netClosed Die Forging on Aluminum Wheel Hubs
Vehicle weight reduction is essentially the lightweight of automobile parts. With the forged aluminum alloy wheel hubs, it can greatly reduce the weight of the auto body. For instance, a 40-ton heavy-duty truck and semi-trailer transport system has a total of 22 wheel hubs. It will has 24 wheel hubs if the front and rare spare tires are considered. The vehicle weight will be reduced by nearly 600kg if we replace the frequent used steel hubs with aluminum forged ones. What is more, aluminum alloy materials have good heat dissipation, which can slow down the aging speed of tire rubber to a certain extent. Trucks, buses and trailers equipped with forged aluminum alloy wheels can save 26% of tire consumption.
A plenty of commercial vehicles are equipped with aluminum forged wheels in America and Canada. This also occurs in Europe, South Africa and Australia. Along with the development of China's automobile lightweight technology and the rising fuel prices in recent years, the replacement of traditional automobile wheels with aluminum alloy wheels has become a trend.
As a professional drop forging manufacturer, we would like to describe a practical closed die forging process of aluminum alloy wheel hub, by using UG three-dimensional modeling, the forgings are designed and then the wheel hub closed tooling formwork is designed. Then the 3D model is imported into the Deform simulation analysis software to conduct the forging simulation. Based on the analysis of the simulation process, the blank displacement, the filling degree of the material as well as the temperature distribution, the forging general process is preliminarily obtained.
Closed Die Forging process
With respect to the production method of aluminum wheels, especially the aluminum alloy wheels with an outer diameter of more than 350 mm, there are two methods in the current production processes, one is die casting, the other is closed die forging. The paper focuses on the analysis of another closed die forging process with an outer diameter of more than 350mm aluminum alloy wheel and its forging die design method and forging process. In the paper, it is designed according to the development process of the wheel forgings, which is helpful to understand.
The whole closed die forging process for manufacturing aluminum alloy wheel hub is: forging drawing design → 6082 round bar blanking → forging die design → mesh belt furnace heating → 1600t screw press final forging → finite element numerical simulation → solution treatment (aging heat treatment) → finish machining → assembly. The forging process does not include the last three steps.
Forging Drawing Design
The external draft angle is greater than 3° when the aluminum forging is designed, the bottom fillet is larger than R2mm, and the allowance of single side is enlarged to 2mm, as shown in Figure 1. The material is 6082-T6, the forging weight is about 17.0kg after 3D calculation.
Round bar blanking
Generally, the closed blanking coefficient is 1.05 to 1.1. Therefore, the weight of the blank (W) = (W weight) × (1.05 - 1.1) = 17.86kg. The forged piece has an external diameter of φ350mm. In order to prevent the blank from being off center in the die, the external diameter of the blank is designed to be φ345 mm, and the length of the blank is about 70 mm after calculation.
Forging Die Design of Aluminum Alloy Wheel Hub
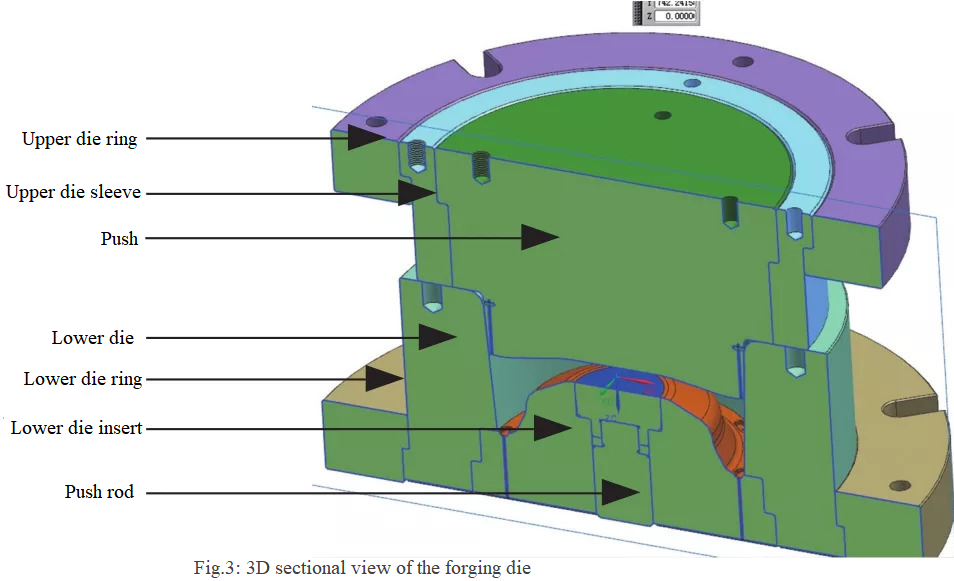
Closed die forging was regarded as the preferred solution with the consideration of the material utilization. Fig.2 is an assembled view of a forging die. The upper die ring is assembled with the upper die sleeve. The punch is assembled with the upper die sleeve. Item 1, 2, 3 are fixed on the upper template of the screw press and move up and down with the press slider. Item 4, 5, and 9 are assembled in the same way and fixed on the lower die. In order to prevent the rotation of the lower die insert, the locating key is used for stopping. The push rod is split and thread connected. The ejector area of the ejector block should be as large as possible in order to prevent the forging center from being pushed through.


The upper die punch is designed to be lateral exhausted in order to facilitate exhaust. In order to prevent the shortage of some surplus blocks and scrapping caused by the processing ,the surplus block is designed on lower die . The lower die insert and the lower die are split designed to prevent breakage after stress concentration. The split design can reduce the die replacement cost and it is convenient to replace.
The blank was sawn into pieces and the heated temperature is about 480 to 500°C. The blank was placed in a final forging die cavity. A 1600t electric screw press or a 1600t friction press was adopted.
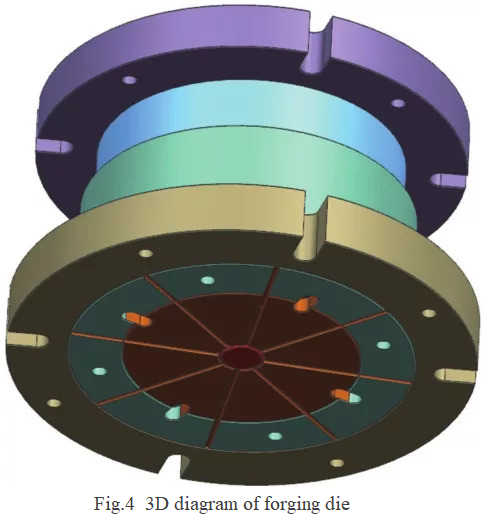
With two or three-times final forging , the lower ejector system was used to push out the forgings after the dimension meets the requirement and take out the forgings with iron tongs and place them in the basket. A three-dimensional sectional view of the forging die is shown in Figure 3. The three-dimensional diagram of the forging die is shown in Figure 4.
Heating With Mesh Belt Furnace
A temperature of 480 to 500°C was set in the mesh belt furnace and it lasts 2 to 3 hours. The material temperature should be measured after getting out of the furnace, then the material is placed in the die cavity for forging after its temperature meets the requirements,.
Final Forging By Screw Press Machine
The qualified heated blank is placed in the die cavity of final forging. The motion principle of the forging die refers to the motion of the die design in third step. The final forging process is guaranteed to meet the dimensions marked on the product design drawing and then the qualified dimension is transferred to the next process.
Analysis of Finite Element Numerical Simulation
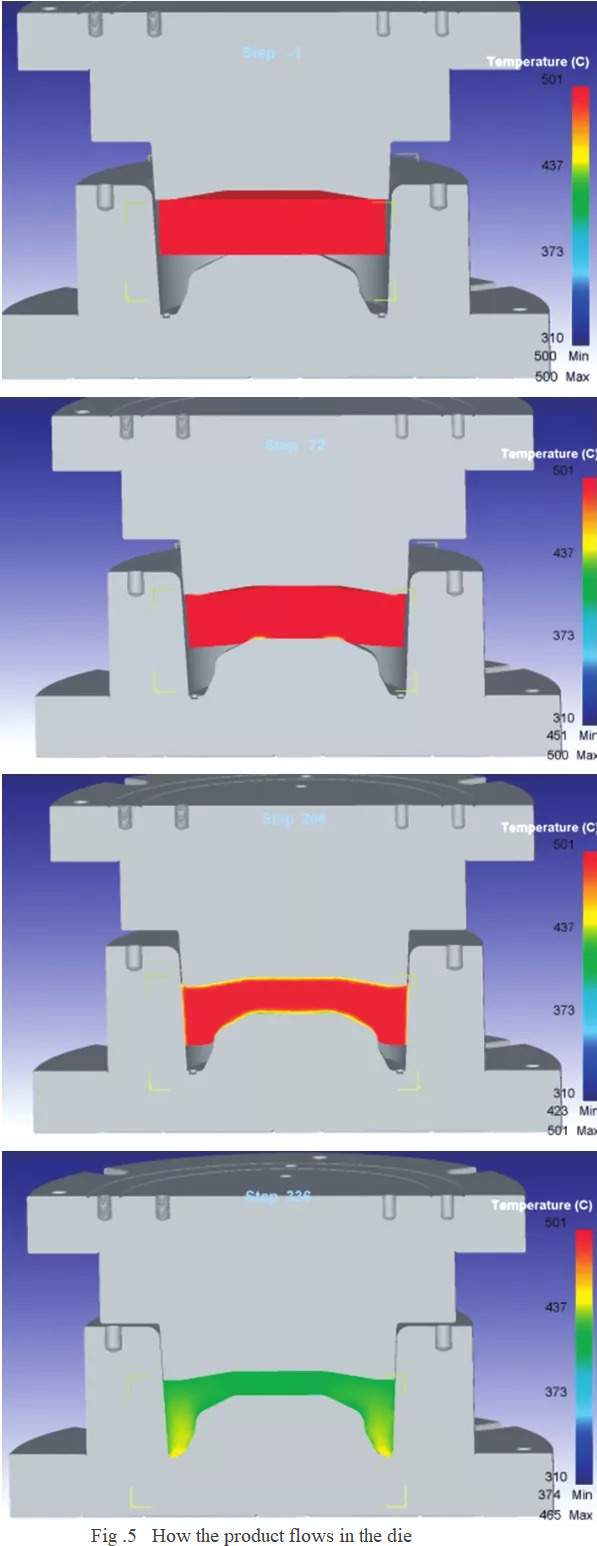
The numerical simulation can be used to observe visually the flow changes of the material in the die and the flow pattern of the product in the die (see Fig.5). It determines the forming result of the product. Through the analysis, the filling effect can be observed visually. Through simulation, it can be found that the product flows smoothly in the die. The filling effect is very full in the simulated products, see Fig.6(a). There are no defects such as folding and lamination, which meet the design requirements. The forging finished product has a smooth shape, uniform temperature and full filling without folding cracks, which meets the design requirements, as shown in Fig.6(b).

Summary
With the design of aluminum forgings & closed forging dies, and based on the finite element numerical analysis on forgings, it intuitively integrates theory with practice and provides references and methods for closed die forging in the future. This kind of aluminum alloy wheel hub formwork is very practical in the process of production and use, improves the production efficiency of each shift and lengthens the life of the mold, additionally, it also it facilitates the replacement of the die and saves replacing time. Through the continuous production verification, the products made by this process have greatly improved its stability and won the praise of customers. This kind of closed forging die structure can be applied to other forgings (brass forging, steel forging, etc) only with a slight modification. It is extremely versatile and provides some references for drop forging companies that use a screw press for closed die forging.
Related Articles: