
 sales@dropforging.net
sales@dropforging.netDesign Guide of Forged Crankshaft
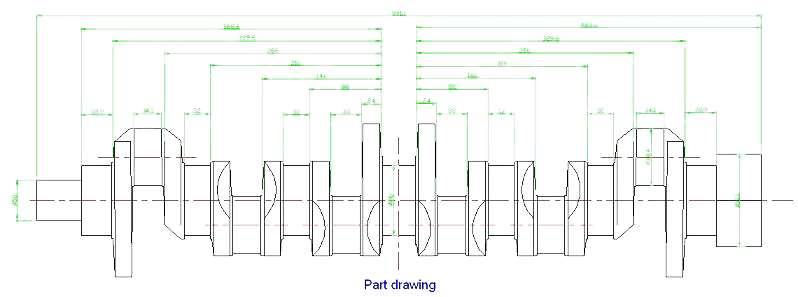
1.Part drawing of crankshaft
2.Analysis of crankshaft
The crankshaft is an important part in automobile engine, it will cooperate with connecting rod and change gas pressure roled in the piston into the rotation of the power, to the transmission mechanism of underpan, drive distribution agencies and other auxiliary devices.
When crankshaft is working, it will be forced under gas pressure,inertia force and inertia moment. Meanwhile, the crankshaft is high speed rotating parts, therefore, requires the crankshaft has enough stiffness and strength, has a good ability to withstand the shock load, good wear resistance and lubrication.
Crankshaft has mainly following two kinds of damage forms in working process: One is fatigue fracture. Will first produce fatigue crack at the position of shaft neck and round corner, then extend to the depths of crankshaft and causing final fracture. Second way is causing serious wear and tear on the surface of the journal (especially in the connecting rod journal). So the crankshaft should have a higher fatigue strength and good wear resistance.
3.The crankshaft blank materials and cutting methods
1)Selection of crankshaft blank material (refer to how to select material for forged crankshaft)
Material of crankshaft from the aspects of big points, mainly can be divided into two categories:steel and ductile iron (cast vs forged crankshaft).
Steel crankshaft materials mainly are divided into quenched and tempered steel and non quenched and tempered steel. Main characteristic of the steel crankshaft have higher tensile strength, high fatigue strength high hardness, high toughness, wear resistance and good heart but their sensitivity is high, and the processing quality required is higher.Steel crankshaft can adapt to the rising strengthening engine, now under the high compression ratio of high performance of diesel engine, slip friction with bearings in a lot of relative velocity, produce high temperature and wear & tear, served in a bad condition under the alternating impact.
Modulation steel is mainly has two kinds, one kind is relative low price carbon steel, which has the same elastic modulus with alloy steel, also has a higher tensile strength, mainly used in medium load of the engine. Another kind is alloy steel, in comparison to carbon steel, added all kinds of precious metal alloy, improved the tensile strength and fatigue strength, mainly used in medium and high load of the engine.
In recent years, with the further increase of the world's energy and environmental protection requirements, the green manufacturing technology of the crankshaft also got a raise, and the development and application of non quenched and tempered steel crankshaft is also more and more, have the trend of replacing modulation steel. Non quenched and tempered steel is using the forging to finish residual heat and do cooling and heat treatment in the air, relative to the quenched and tempered steel, the pollution of crankshaft is small, with low cost, low energy consumption,good performance. Especially in Japan and Europe this kind of material has been widely used.
With the constant improvement of the market to the engine quality requirements, the production method of some medium and light automobile engine crankshaft blank is changed into drop forging, other than obvious casting process. Forged crankshaft will require little machining allowance, draft Angle and wrong modulus is generally requires smaller, and the accuracy is higher. Crankshaft in drop forging process will have higher requiment on guidance precision of forging equipment, as well as forgings ejection method and these requirements on the general forging hammer production is difficult to reach. Due to the high orientation precision and ejection mechanism of hot die forging press, it has become the preferred equipment for drop forging manufacturers to produce high precision forged crankshaft.
Closed die forging method is to forge metal material into crankshaft blanks. Under this production way, the productivity and material utilization is higher, and metal forging streamline is good. The shape and size is accurate. Compared with open die forging (see the difference between closed die forging and open die forging), can greatly reduce the machining time.
Through comprehensive analysis, in this case the material of engine crankshaft material is 45 # steel, made in drop forging way, normalizing treatment after forging, so that it has high rigidity, strength and good wear resistance. The main mechanical performance requirements are shown in table 1.
Table 1 mechanical properties requirement of forged crankshaft
2)The choice of cutting method
Common cutting methods are: Shear, cold twists, sawing, grinding wheel piece of cutting, cutting and cutting method, etc.In this case the cutting method is sawing.
4. The crankshaft forging process design
1) Process
Typical forging process if crankshaft is: cutting-peeling-heating-roll forging blocking-flattening-pre forging-finish forging-trimming-twisting-hot finishing-suspension control temperature-normalizing +tempering-however alignment-to stress and shot peening,flaw detection,anti-rust,inspection.
*Cutting: Choose refining 45 # steel, chemical composition and mechanical properties must satisfy the requirements of GB699 and GB307, and require the Mo < 0.1% and the hot upsetting test.
*Peeling: Because the decarburization layer of domestic raw materials is deep, which will directly affect the surface quality of forged crankshafts, so it should be peeled after cutting.
*Heating: Adopting step-wise gas heating furnace, forging temperature is 1180 ℃.
*Forging: Drop Forging contains steps of preforging and finish forging. Adopting pre forging has two main purposes, one is to guarantee that the metal after blockingcan evenly distributed, which will be advantageous to the filling of finish forging. Secondly, can significantly reduce the road of finish forging type slot, so as to improve the service life of forging dies.
*Trimming: Trimming in the press after the final forging.
*Twisting: The crankshaft after trimming is to twist and turn on the twist and turn machine. Crankshaft turn temperature is 950 ℃ to 1050 ℃. Crankshaft turn is almost done under condition of all the plastic deformation, according to turn the crankshaft torsion torque calculation formula, we can calculate the torque.
*Calibration process: After the twist and turn of the crankshaft to be corrected twice, calibration equipment is hydraulic calibration machine. The main purpose of correction is correcting straightness of main shaft and the angle between the connecting rod diameter and crankshaft diameter. After correction for the first time,rotated 90 ° for a second correction,correction of temperature should be higher than 800 ℃,usually at about 850 ℃.
*Heat treatment: Normalizing treatment is required for refining 45 steel crankshaft, after heat treatment the hardness will be HB180~228, grain size is level 5~8.
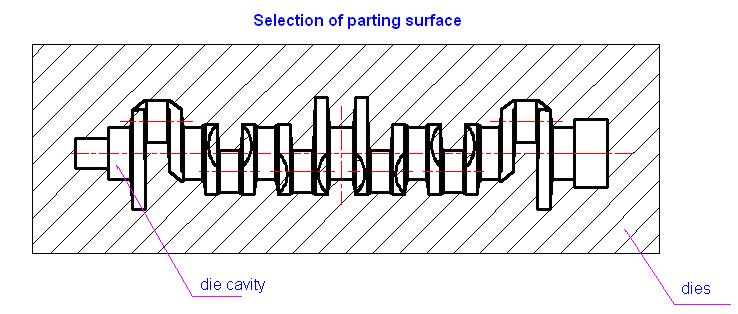
2) Selection of parting surface
The parting position will relate to forging forming, material utilization and a series of other problems. Basic principles to decide the parting surface is to ensure forgings shape the same as the shape of parts, and forging is easily removed from the die slot, in addition, should strive to obtain good effect of upsetting forming filling. Therefore, forging parting surface should be chosen in the position of the largest horizontal projection size. As the crankshaft is plane crankshaft, in the process of crankshaft forging, commonly used bar is blanks, the parting surface selection is relatively easy, central symmetry plane on the side of forging is chosen as the parting surface, CAD diagram below:
3) Determine the machining allowance and forging tolerance
General forgings will be machined to be parts. Considering in drop forging process, as the blank under the condition of high temperature will produce oxidation of the epidermis, decarburization, alloy elements evaporation, or other pollution phenomenon, lead to insufficient forging surface finish, and even produce unqualified surface mechanical properties or other defects. As the allowance and tolerances of closed die forgings in hot die forging press is smaller than those of the hammer, but has no uniform standard, the data in table 3-1 for reference.
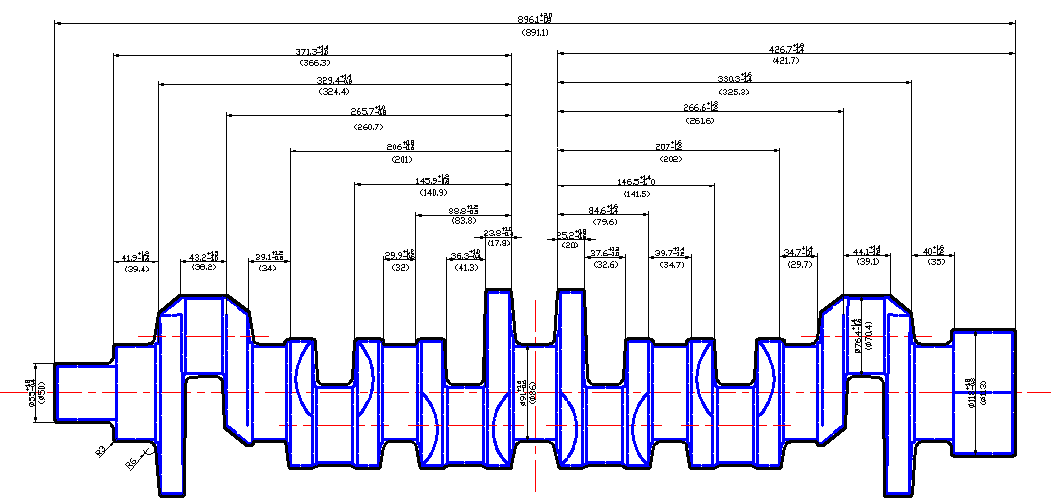
4) Finish drawing
According to above analysis, the forged crankshaft drawing is as follow:
2.Analysis of crankshaft
The crankshaft is an important part in automobile engine, it will cooperate with connecting rod and change gas pressure roled in the piston into the rotation of the power, to the transmission mechanism of underpan, drive distribution agencies and other auxiliary devices.
When crankshaft is working, it will be forced under gas pressure,inertia force and inertia moment. Meanwhile, the crankshaft is high speed rotating parts, therefore, requires the crankshaft has enough stiffness and strength, has a good ability to withstand the shock load, good wear resistance and lubrication.
Crankshaft has mainly following two kinds of damage forms in working process: One is fatigue fracture. Will first produce fatigue crack at the position of shaft neck and round corner, then extend to the depths of crankshaft and causing final fracture. Second way is causing serious wear and tear on the surface of the journal (especially in the connecting rod journal). So the crankshaft should have a higher fatigue strength and good wear resistance.
3.The crankshaft blank materials and cutting methods
1)Selection of crankshaft blank material (refer to how to select material for forged crankshaft)
Material of crankshaft from the aspects of big points, mainly can be divided into two categories:steel and ductile iron (cast vs forged crankshaft).
Steel crankshaft materials mainly are divided into quenched and tempered steel and non quenched and tempered steel. Main characteristic of the steel crankshaft have higher tensile strength, high fatigue strength high hardness, high toughness, wear resistance and good heart but their sensitivity is high, and the processing quality required is higher.Steel crankshaft can adapt to the rising strengthening engine, now under the high compression ratio of high performance of diesel engine, slip friction with bearings in a lot of relative velocity, produce high temperature and wear & tear, served in a bad condition under the alternating impact.
Modulation steel is mainly has two kinds, one kind is relative low price carbon steel, which has the same elastic modulus with alloy steel, also has a higher tensile strength, mainly used in medium load of the engine. Another kind is alloy steel, in comparison to carbon steel, added all kinds of precious metal alloy, improved the tensile strength and fatigue strength, mainly used in medium and high load of the engine.
In recent years, with the further increase of the world's energy and environmental protection requirements, the green manufacturing technology of the crankshaft also got a raise, and the development and application of non quenched and tempered steel crankshaft is also more and more, have the trend of replacing modulation steel. Non quenched and tempered steel is using the forging to finish residual heat and do cooling and heat treatment in the air, relative to the quenched and tempered steel, the pollution of crankshaft is small, with low cost, low energy consumption,good performance. Especially in Japan and Europe this kind of material has been widely used.
With the constant improvement of the market to the engine quality requirements, the production method of some medium and light automobile engine crankshaft blank is changed into drop forging, other than obvious casting process. Forged crankshaft will require little machining allowance, draft Angle and wrong modulus is generally requires smaller, and the accuracy is higher. Crankshaft in drop forging process will have higher requiment on guidance precision of forging equipment, as well as forgings ejection method and these requirements on the general forging hammer production is difficult to reach. Due to the high orientation precision and ejection mechanism of hot die forging press, it has become the preferred equipment for drop forging manufacturers to produce high precision forged crankshaft.
Closed die forging method is to forge metal material into crankshaft blanks. Under this production way, the productivity and material utilization is higher, and metal forging streamline is good. The shape and size is accurate. Compared with open die forging (see the difference between closed die forging and open die forging), can greatly reduce the machining time.
Through comprehensive analysis, in this case the material of engine crankshaft material is 45 # steel, made in drop forging way, normalizing treatment after forging, so that it has high rigidity, strength and good wear resistance. The main mechanical performance requirements are shown in table 1.
Table 1 mechanical properties requirement of forged crankshaft
| Item | Tensile(N/mm²) | Yield(N/mm²) | Enlogation(%) | Reduction area(%) | oK(N.m/cm²) |
| Value | 550 | 275 | 32 | 14 | 24.5 |
2)The choice of cutting method
Common cutting methods are: Shear, cold twists, sawing, grinding wheel piece of cutting, cutting and cutting method, etc.In this case the cutting method is sawing.
4. The crankshaft forging process design
1) Process
Typical forging process if crankshaft is: cutting-peeling-heating-roll forging blocking-flattening-pre forging-finish forging-trimming-twisting-hot finishing-suspension control temperature-normalizing +tempering-however alignment-to stress and shot peening,flaw detection,anti-rust,inspection.
*Cutting: Choose refining 45 # steel, chemical composition and mechanical properties must satisfy the requirements of GB699 and GB307, and require the Mo < 0.1% and the hot upsetting test.
*Peeling: Because the decarburization layer of domestic raw materials is deep, which will directly affect the surface quality of forged crankshafts, so it should be peeled after cutting.
*Heating: Adopting step-wise gas heating furnace, forging temperature is 1180 ℃.
*Forging: Drop Forging contains steps of preforging and finish forging. Adopting pre forging has two main purposes, one is to guarantee that the metal after blockingcan evenly distributed, which will be advantageous to the filling of finish forging. Secondly, can significantly reduce the road of finish forging type slot, so as to improve the service life of forging dies.
*Trimming: Trimming in the press after the final forging.
*Twisting: The crankshaft after trimming is to twist and turn on the twist and turn machine. Crankshaft turn temperature is 950 ℃ to 1050 ℃. Crankshaft turn is almost done under condition of all the plastic deformation, according to turn the crankshaft torsion torque calculation formula, we can calculate the torque.
*Calibration process: After the twist and turn of the crankshaft to be corrected twice, calibration equipment is hydraulic calibration machine. The main purpose of correction is correcting straightness of main shaft and the angle between the connecting rod diameter and crankshaft diameter. After correction for the first time,rotated 90 ° for a second correction,correction of temperature should be higher than 800 ℃,usually at about 850 ℃.
*Heat treatment: Normalizing treatment is required for refining 45 steel crankshaft, after heat treatment the hardness will be HB180~228, grain size is level 5~8.
2) Selection of parting surface
The parting position will relate to forging forming, material utilization and a series of other problems. Basic principles to decide the parting surface is to ensure forgings shape the same as the shape of parts, and forging is easily removed from the die slot, in addition, should strive to obtain good effect of upsetting forming filling. Therefore, forging parting surface should be chosen in the position of the largest horizontal projection size. As the crankshaft is plane crankshaft, in the process of crankshaft forging, commonly used bar is blanks, the parting surface selection is relatively easy, central symmetry plane on the side of forging is chosen as the parting surface, CAD diagram below:
3) Determine the machining allowance and forging tolerance
General forgings will be machined to be parts. Considering in drop forging process, as the blank under the condition of high temperature will produce oxidation of the epidermis, decarburization, alloy elements evaporation, or other pollution phenomenon, lead to insufficient forging surface finish, and even produce unqualified surface mechanical properties or other defects. As the allowance and tolerances of closed die forgings in hot die forging press is smaller than those of the hammer, but has no uniform standard, the data in table 3-1 for reference.
4) Finish drawing
According to above analysis, the forged crankshaft drawing is as follow: